


Revolutionizing Black Plastic Sorting: Hyperspectral Camera and Its Integration into Industrial Sorting Systems
Black plastics are widely used in the automotive industry, electronics, food packages, and plastic bags, they can be found all around us. Unfortunately, instead of recycling, they are burned for energy or dumped in landfills, since there has not been efficient and reliable technology available to sort them.
Hyperspectral imaging is the only technology capable of identifying different black plastic types when used on the MWIR spectral range.
Specim FX50 is the only hyperspectral camera available on the market covering the full MWIR spectral range of 2.7 – 5.3 μm required to sort black plastics. It allows fast and reliable sorting of, Black plastics, Rubber material, and Non-black plastics and rubber materials.

Spectrophotometer CM-3700A Plus: Discover the Future of Color Measurement with Konica Minolta Sensing
Precision, reliability, and versatility are vital in color measurement. For industries ranging from automotive and textiles to plastics and coatings, ensuring consistent color quality is critical to maintaining brand reputation and meeting regulatory standards. To meet these demands, Konica Minolta Sensing has introduced the CM-3700A Plus spectrophotometer, a groundbreaking instrument that redefines the standards for high-accuracy color measurement.
This blog will explore the CM-3700A Plus’s key features, benefits, and applications, showcasing why it is the ideal solution for industries seeking cutting-edge color measurement technology.
Key Features of the CM-3700A Plus Spectrophotometer
The CM-3700A Plus represents a significant leap forward in spectrophotometer technology. Its advanced design and state-of-the-art features make it one of its class's most precise and versatile instruments. Here are some of its standout features:
1. Unmatched Measurement Accuracy
The CM-3700A Plus employs a high-resolution monochromator with an extended wavelength range of 360 to 740 nm. This allows for precise measurement of visible and near-UV spectra, ensuring unparalleled color accuracy. Its superior inter-instrument agreement ensures consistent results across multiple devices, making it ideal for global supply chains.
2. Advanced Optical System
The instrument features a dual-beam optical system that minimizes measurement noise (especially in black and dark colors) and improves repeatability. This system ensures that even subtle color differences are precisely measured, making it suitable for applications that demand the highest color fidelity.
3. Camera Viewfinder
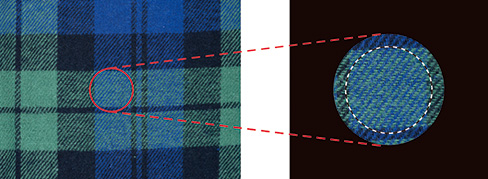
The CM-3700A Plus Camera Viewfinder provides unparalleled precision in small or patterned samples. The integrated camera offers a live view of the measurement area, ensuring pinpoint accuracy and repeatability on traditionally difficult samples. This feature simplifies alignment and reduces errors, saving time and increasing efficiency.
4. Sample Temperature Measurement
Equipped with an onboard sample thermometer, the CM-3700A Plus confirms accurate and consistent color measurement due to temperature fluctuations, which can have adverse effects on the measurements. Quality control software such as SpectraMagic NX2 allows users to attach the sample's temperature to the measurement data.
5. Enhanced instrument reliability
Through Wavelength Analysis & Adjustment (WAA), Konica Minolta's proprietary technology, the instrument's stability, and the reliability of measurement data are retained between recommended service and calibration, allowing for more substantial peace of mind for maintained accuracy throughout multiple installations and supply chains.
Benefits of the CM-3700A Plus for Your Business
Investing in the CM-3700A Plus offers numerous advantages for businesses seeking to enhance their color quality control processes. Here are some of the key benefits:
1. Improved Color Consistency
With its high level of accuracy and repeatability, the CM-3700A Plus ensures consistent color quality across production batches, reducing the risk of costly rework and enhancing customer satisfaction.
2. Streamlined Quality Control
The instrument's advanced software integration allows for seamless data analysis and reporting, streamlining quality control workflows and saving time and resources while improving efficiency.
3. Support for Complex Applications
Whether you're measuring the color of textured surfaces, transparent films, or glossy coatings, the CM-3700A Plus delivers reliable results. Its versatility makes it a valuable tool for industries with diverse color measurement needs.
4. Global Compatibility
With its inter-instrument agreement and support for international color standards, the CM-3700A Plus is ideal for companies operating in global markets. It ensures that color data is consistent and accurate across different locations and production facilities.
5. Future-Proof Technology
As industries evolve, so do their color measurement requirements. We designed the CM-3700A Plus to meet the demands of today's applications while remaining adaptable to future advancements in technology and standards.
Applications for the CM-3700A Plus
The CM-3700A Plus is a versatile instrument that caters to various industries. Below are some examples of how this spectrophotometer can be applied:
1. Automotive Industry
Automotive manufacturers use precise color matching for interior trims, paints, and coatings. The CM-3700A Plus ensures uniformity across components, helping brands maintain their reputation for quality and attention to detail.
2. Pharmaceuticals
Accurate color measurement is essential for pharmaceuticals, a highly regulated industry. The CM-3700A Plus provides the precision needed to meet these demands for samples such as tablets, coatings, capsules, and liquid medications.
3. Plastics and Packaging
From consumer goods to industrial applications, the color of plastics and packaging materials plays a vital role in product appeal and functionality. The CM-3700A Plus enables manufacturers to achieve precise color control for a wide variety of plastic materials.
4. Paints and Coatings
The CM-3700A Plus is an invaluable tool for the paints and coatings industry, where slight color variations can have significant implications. Its ability to measure reflectance and transmittance makes it ideal for analyzing liquid and solid coatings.
Why Choose Konica Minolta Sensing?
Konica Minolta Sensing has a long-standing reputation for delivering innovative, reliable, high-performance color measurement solutions. The CM-3700A Plus is a testament to the company's commitment to excellence, offering:
· Unparalleled Expertise: Decades of experience in the field of color science
· Global Support: A network of technical experts and service centers to assist with installation, training, and maintenance
· Custom Solutions: Tailored solutions to meet your industry's and applications' specific needs
Conclusion
The Konica Minolta Sensing CM-3700A Plus spectrophotometer is more than just a color measurement device; it's a comprehensive solution for ensuring color consistency, improving quality control processes, and meeting the demands of modern industries. Its advanced features, robust design, and versatility make it a valuable investment for businesses committed to delivering the highest quality products.
Whether in automotive, pharmaceuticals, plastics, or other color-critical industries, the CM-3700A Plus will help you achieve your goals. To learn more about how this revolutionary instrument can benefit your business, contact Konica Minolta Sensing today.

Unlock Color Precision with the Konica Minolta Sensing CM-17d Spectrophotometer
The Konica Minolta Sensing CM-17d spectrophotometer revolutionizes how industries measure and evaluate color. Designed with cutting-edge technology and user-focused features, the CM-17d is tailored to meet the exacting demands of applications in automotive, coatings, and plastics. Its innovative capabilities ensure precision, consistency, and ease of use, setting new standards in color measurement.
Key Features of the CM-17d
The CM-17d is a standout portable spectrophotometer for its exceptional features that enhance performance and user experience. Let's delve into the details:
1. Camera Viewfinder for Enhanced Accuracy
One of the CM-17d's most striking features is its integrated camera viewfinder. This intuitive addition provides a clear and precise view of the measurement area, ensuring that users can accurately target specific regions of their samples. The camera viewfinder minimizes the risk of measurement errors caused by misalignment, particularly when working with patterned, textured, or irregularly shaped materials. This feature is especially beneficial for industries where even slight inaccuracies can have significant implications.
2. Improved Inter-Instrument Agreement
Consistency across multiple devices is a critical requirement for global industries. The CM-17d addresses this need with its improved inter-instrument agreement. This advancement allows companies to maintain uniform color standards across different production sites and suppliers, thereby reducing waste, ensuring quality, and strengthening brand integrity.
3. Enhanced Repeatability on Darker Colors
Measuring darker colors with high precision has traditionally been challenging in color science. The CM-17d overcomes this hurdle with its enhanced repeatability on darker shades. This improvement is achieved through advanced optical design and precise calibration techniques, which enable the device to capture subtle variations in dark tones. As a result, the CM-17d ensures reliable and repeatable measurements, empowering industries to meet even the most stringent quality control requirements. This feature is particularly advantageous for applications such as automotive interiors, where dark hues often dominate.
4. Ergonomic Design and Versatility
In addition to its technical capabilities, the CM-17d is designed with user comfort and convenience in mind. Its lightweight and ergonomic design makes it easy to handle in the lab or production floor. The device's user-friendly interface simplifies operation, enabling users to focus on achieving accurate results rather than navigating complex controls.
Moreover, the CM-17d's versatility makes it suitable for various applications. Whether measuring solid, opaque liquid, or powder samples, the CM-17d delivers consistent performance. Its selectable measurement aperture (3mm or 8mm) accommodates larger or irregular surfaces, further expanding its usability.
1. Seamless Integration with Software Solutions
The CM-17d integrates seamlessly with two of Konica Minolta's proprietary software, SpectraMagic NX2 and our Skin Analysis Software 2. These powerful tools allow for in-depth data analysis and reporting. These software packages enable users to analyze spectral data, compare results, and generate detailed reports, all within an intuitive platform. This connectivity enhances productivity and ensures critical color data is easily accessible for decision-making.
2. New Charging Station
The CM-17d comes with a new charging station integrated with the zero-calibration box. This stand-type station allows for convenient storage and charging of the device, ensuring peace of mind during off-measurement time. The white calibration cap can be safely stored in front of the station, eliminating the risk of losing it and providing security.
3. Wavelength Analysis and Adjustment (WAA)
The CM-17d's WAA feature ensures superior measurement accuracy by automatically detecting and compensating for wavelength shifts. This guarantees consistent, reliable data over time, even in varying environmental conditions.
Applications Across Industries
The versatility and precision of the CM-17d make it an invaluable tool across various industries:
· Automotive: From paint finishes to interior materials especially, the CM-17d ensures consistent color quality, helping manufacturers achieve the premium look and feel demanded by consumers
· Textiles: The device's ability to accurately measure dark and intricate patterns makes it ideal for fashion and home textile applications
· Coatings and Plastics: With its enhanced repeatability and inter-instrument agreement, the CM-17d ensures uniformity in color production, even across multiple facilities
· Cosmetics and Skin Care: The CM-17d's portable and ergonomic design makes it perfect for measuring samples individually and when applied directly to the skin.
Why Choose the CM-17d?
The CM-17d is more than just a spectrophotometer; it is a comprehensive solution for precision color management. By combining advanced technology with user-centric design, Konica Minolta has created a device that meets and exceeds modern industries' expectations. Here are some key reasons to choose the CM-17d:
meets and exceeds modern industries' expectations. Here are some key reasons to choose the CM-17d:
1. Accuracy and Precision: The integrated camera viewfinder and improved repeatability on darker colors ensure exceptional measurement accuracy
2. Global Consistency: Improved inter-instrument agreement facilitates uniform color standards across different locations
3. Ease of Use: The ergonomic design and intuitive interface make the CM-17d accessible to users of all skill levels
4. Versatility: Suitable for a wide range of applications, the CM-17d adapts to diverse industry needs
5. Connectivity: Seamless integration with Konica Minolta's software streamlines data analysis and reporting
Elevate Your Color Measurement with the CM-17d
Maintaining consistent and precise color quality in today's competitive markets is more critical than ever. The CM-17d spectrophotometer empowers businesses to achieve this goal with confidence. Its advanced features, including the camera viewfinder, improved inter-instrument agreement, and enhanced darker color repeatability, make it a game-changer in color measurement technology.
Whether in the automotive, textile, coatings, or plastics industry, the CM-17d offers the reliability and precision you need to stay ahead. Invest in the Konica Minolta Sensing CM-17d and experience the future of color measurement today.
Konica Minolta to Launch the CM-3700A Plus, the Flagship Spectrophotometer Model Delivering High Accuracy and Reliability
Providing Stability and Reassurance to Users Who Demand Superior Quality
Ramsey N.J. (December 16, 2024) - Konica Minolta Sensing Americas, Inc. (Konica Minolta) today announced that the Company will launch the CM-3700A Plus, the flagship spectrophotometer model.

In quality control in the manufacturing industry, color management using measuring instruments is crucial. Due to their superb reliability and multifunctionality, Konica Minolta’s spectrophotometers are used for various applications, including quality control, production, and R&D, in industries where color measurement and management are required, such as automobiles, electrical equipment, smartphones, cosmetics, paints, plastics, building materials, and textiles.
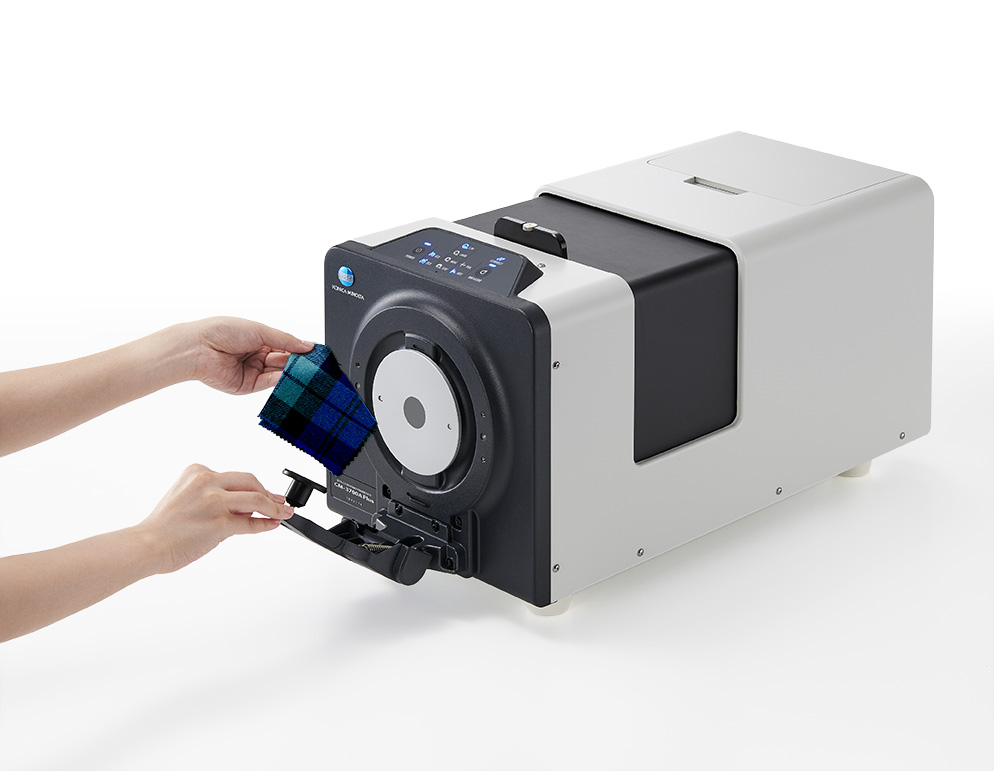
The CM-3700A Plus is the successor model to the CM-3700A that has been highly evaluated and widely used by many companies globally as the reference standard instrument for measuring the colors of objects. This new flagship spectrophotometer model delivers high accuracy and reliability; world-class accuracy has been realized by harnessing Konica Minolta’s optical technologies. The CM-3700A Plus also comes with new functions, such as an easy-to-position camera viewfinder and a sample thermometer to measure the temperature concurrently with colors, thereby realizing more rigorous color management. Given that it will be used as a reference standard instrument in color management, the CM-3700A Plus is designed to ensure high compatibility with the conventional model and stably produce reliable measurement values over the long term by using highly durable parts, thereby helping to improve product quality in manufacturing.
Values Provided by the CM-3700A Plus Spectrophotometer
1. Highly accurate measurement
The CM-3700A Plus features significantly improved repeatability*1 of black, which is particularly difficult to measure with high accuracy, compared to the conventional model. Because differences in measurement values between instruments are exceedingly small
(inter-instrument agreement is very high) at ΔE*ab 0.08 or less,*2 the CM-3700A Plus is advantageous when using multiple instruments or instruments at multiple locations across the supply chain. Data compatibility with the conventional model CM-3700A enables the continued use of measurement data that has previously been accumulated. This new model also ensures high durability in terms of temperature change and aged deterioration by using a polychromator unit housing made of stainless steel.
2. Improved operability and convenience
 The CM-3700A Plus is equipped with a camera viewfinder, a new feature that enables easy positioning*3 of the object to be measured from the PC monitor. Images can be saved together with measurement data, and measurement positions can be checked on images. The CM-3700A Plus is also equipped with a wide transmittance chamber to enable smooth loading and unloading of measurement objects and accessory storage space, for a more user-friendly design.
The CM-3700A Plus is equipped with a camera viewfinder, a new feature that enables easy positioning*3 of the object to be measured from the PC monitor. Images can be saved together with measurement data, and measurement positions can be checked on images. The CM-3700A Plus is also equipped with a wide transmittance chamber to enable smooth loading and unloading of measurement objects and accessory storage space, for a more user-friendly design.
3. Functionality and software for high reliability
(1) Higher measurement efficiency and advanced color management
The CM-3700A Plus enables the concurrent measurement of SCI and SCE,*4 almost halving the measurement time compared to the conventional model. Equipped with an environmental thermo-hygrometer and a sample thermometer, this new model enables checking and recording of the temperature and humidity and sample surface temperature*5 of the measurement environment concurrently with color measurement.
 (2) Reassuring services
(2) Reassuring services
The CM-3700A Plus is manufactured in Japan under a consistent quality control system. It is also equipped with a WAA (Wavelength Analysis & Adjustment) function, which compensates for wavelength shifts in measurement values due to external factors, including impacts during use and changes in ambient temperature. Together with annual calibration and maintenance, it offers a sense of reassurance and high accuracy.
(3) Color data management using the SpectraMagic NX2 color data software
The SpectraMagic NX2*6 color data software enables color management and data classification using various color indices and graphs, and communication with business partners using color values. In addition, with a premium license of Ver. 1.5 or later it is possible to monitor the status of instruments using the daily inspection application, which is a new function.
Main Specifications
The information, specifications, and product appearance provided in this news release are subject to change without notice.
| Illumination/viewing system | Reflection measurement | di: 8º, de: 8º (diffused illumination, 8° viewing angle) |
| SCI (specular component included)/SCE (specular component excluded) switchable, concurrent measurement enabled | ||
| Conforms to JIS Z 8722 Condition: Geometric Condition c, ISO 7724/1, CIE No. 15 (2004), ASTM E 1164, and DIN 5033 Teil 7 | ||
| Transmittance measurement | di: 0º, de: 0º (diffused illumination, 0° viewing angle) | |
| Conforms to JIS Z 8722 Condition: Geometric Condition g, CIE No. 15 (2004), ASTM E1164, and DIN 5033 Teil7 | ||
| Measurement/
Illumination area |
Reflection measurement | LAV: Φ25.4/Φ28 mm LMAV: Φ16/Φ20 mm MAV: Φ8/Φ11 mm SAV: 3×5/5×7 mm |
| Transmittance measurement | Approx. Φ20/Φ25 mm | |
| Wavelength measurement range | 360 nm–740 nm | |
| Repeatability | White | Color value: Standard deviation within ΔE*ab 0.005 Spectral reflectance: Standard deviation within 0.05% (When a white calibration plate is measured 30 times at 10-second intervals after white calibration) |
| Black | Color value: Standard deviation within ΔE*ab 0.02 Spectral reflectance: Standard deviation within 0.02% (When a BCRA Black tile (reflectance: 1%) is measured 30 times at 10-second intervals after white calibration) |
|
| Inter-instrument agreement | Within ΔE*ab 0.08 (Based on average for 12 BCRA Series II color tiles; LAV/SCI. Compared to values measured with a master body under Konica Minolta standard measurement conditions) | |
| Size (W×H×D) | Approx. 307 × 271 × 600 mm | |
| Weight | Approx. 20 kg | |
Company profile of Konica Minolta Sensing Americas
Konica Minolta Sensing Americas, Inc. (KMSA), a wholly owned subsidiary of Konica Minolta, Inc., Sensing Business Unit is recognized as the international leader of industrial color and light measurement. The company is responsible for product lines that continuously revolutionize how visual perception is measured by the world.
Konica Minolta Sensing Americas' Ramsey, New Jersey corporate headquarters is fully equipped with a state of the art service center, technical support center, and a focused sales force dedicated to both the North American and South American regions. When it comes to color and light measurement, the world looks to Konica Minolta.
Contact: Peter J Roos
Marketing Manager Konica Minolta Sensing Americas Phone: (201) 236-4300 Toll Free: (888) 473-2625 Web: https://sensing.konicaminolta.us Email: marketing.sus@konicaminolta.com
Terms and product names may be trademarks or registered trademarks of their respective holders and are hereby acknowledged
*1: Repeatability refers to the measurement error when the same specimen is measured repeatedly under the same conditions. It is an index for measurement accuracy. The lower the value, the higher the reliability of measurement values.
*2: An average for 12 BCRA Series II color tiles.
*3: For connection with a PC, SpectraMagic NX2 Ver. 1.5, software which is separately sold, is required.
*4: SCI: Abbreviation for “Specular Component Included.” In this measurement method, specularly reflected light is included in the diffused illumination. The colors of materials are evaluated regardless of the surface condition.
SCE: Abbreviation for “Specular Component Excluded.” In this measurement method, only diffuse reflected light is measured. Colors close to those of visual observation are evaluated.
*5: The sample temperature is measured only during reflectance measurements. *6: SpectraMagic NX2 is separately sold software.
*7: HSI is a method that uses a camera with narrow bandwidth over a wide spectral range from the visible to mid-infrared wavelength region to identify substances in an area. It is expected to be used for applications such as recycling, material/resource identification, food analysis, environmental safety, product surface condition analysis, etc.
* Product names and other names indicated in this news release are registered trademarks or trademarks of each company.

Spectrophotometer CM-17d
The Spectrophotometer CM-17d is designed to be simple to configure and use. It has an electronic viewfinder for easy positioning and is excellent for measuring small samples and curved surfaces
July 2024
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||






April 2024
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||



/300x200-CM-36dG_Plastic2.jpg?upscale=true&width=600&upscale=true&name=300x200-CM-36dG_Plastic2.jpg "300x200-CM-36dG_Plastic2")

/300x200_CM-36dG.jpg?upscale=true&width=600&upscale=true&name=300x200_CM-36dG.jpg "300x200_CM-36dG")
/300x200px_CM-5.jpg?upscale=true&width=600&upscale=true&name=300x200px_CM-5.jpg "300x200px_CM-5")
March 2024
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||





/pupil-attachement-300x200.jpg?upscale=true&width=600&upscale=true&name=pupil-attachement-300x200.jpg "pupil-attachement-300x200")
January 2024
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||






November 2023
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


/300x200px-Blog_Gloss.jpg?upscale=true&width=600&upscale=true&name=300x200px-Blog_Gloss.jpg "300x200px-Blog_Gloss")
/300x200px_CM-26dG.jpg?upscale=true&width=600&upscale=true&name=300x200px_CM-26dG.jpg "300x200px_CM-26dG")
/300x200-gloss-car-blog.jpg?upscale=true&width=600&upscale=true&name=300x200-gloss-car-blog.jpg "300x200-gloss-car-blog")
